1 Why ...
This company has been in existence for 27 years, concurrent with my experience in private concerns. The experience is demonstrated, and the communications ability has been shown for about the same number of years. (Actually, the first paper that I presented was in 1962 and it was a knee-knocker to 400 people who I thought knew more about my subject than I). See the Resume and if you, as a client need more I can send you a more detailed C.V.
2. What is...
Modern structural composites, frequently referred to as "Advanced Composites", are a blend of two or more components, one of which is made up of stiff, long fibers, and, the other, a binder or "matrix" which holds the fibers in place. The fibers are strong and stiff relative to the matrix and are generally orthotropic (having different properties in two different directions). The fiber, for advanced structural composites, is long, with length to diameter ratios of over 100. The fiber's strength and stiffness are usually much greater, perhaps several times more than the matrix material. The matrix material can be polymeric i.e. polyester resins, epoxies etc., or can be metallic or ceramic or carbon. When the fiber and the matrix are joined to form a composite they both retain their individual identities and both directly influence the composite's final properties. The resulting composite will generally be composed of layers (laminae) of the fibers and matrix stacked to achieve the desired properties in one or more directions.
3. Why are Composites used?
| REASON FOR USE | MATERIAL SELECTED | APPLICATION/DRIVER |
| Lighter, stiffer stronger | Boron, all carbon/graphites, some aramid | Military aircraft, better performance, Commercial aircraft, operating costs |
| Controlled or zero thermal expansion | Very high modulus carbon/graphite | Spacecraft with high positional accuracy requirements for optical sensors |
| Environmental resistance | Fiberglass, vinyl esters,Bisphenol-A fumarates, chlorendic resins | Tanks and piping, corrosion resistance to industrial chemicals, crude oil, gasoline at elevated temperatures |
| Lower inertia, faster startups, less deflection | High strength carbon/graphite, epoxy | Industrial rolls, for paper, films |
| Lightweight, damage tolerance | High strength carbon/graphite, fiberglass, (hybrids), epoxy | CNG tanks for "green" cars, trucks and busses to reduce environmental pollution |
| More reproducible complex surfaces | High strength or high modulus carbon graphite/epoxy | High-speed aircraft. Metal skins cannot be formed accurately |
| Less pain and fatigue | Carbon/graphite/epoxy | Tennis, squash and racquetball racquets. Metallic racquets are no longer available |
| Reduces logging in "old growth" forests | Aramid, carbon/graphite | Laminated "new" growth wooden support beams with high modulus fibers incorporated |
| Reduces need for intermediate support and resists constant 100% humidity atmosphere | High strength carbon/graphite-epoxy | Cooling tower driveshafts |
| Tailorability of bending and twisting response | Carbon/ graphite-epoxy | Golf shafts, fishing rods |
| Transparency to radiation | Carbon/ graphite-epoxy | X-Ray tables |
| Crashworthiness | Carbon/ graphite-epoxy | Racing cars |
| Higher natural frequency, lighter | Carbon/ graphite-epoxy | Automotive and industrial driveshafts |
| Water resistance | Fiberglass (woven fabric), polyester or isopolyester | Commercial boats |
| Ease of field application | Carbon/graphite, fiberglass- epoxy, tape and fabric | Freeway support structure repair after earthquake |
How are golf shafts made?
| There are two techniques. (Both are performed mainly in the U.S.) The first is called table rolling where preimpregnated fibrous tapes are cut in the shape of flags or pennants and are rolled about a tapered mandrel. | |
and composite are then cured in an oven. After cure the composite tube is centerless ground and
a cosmetic coating is applied along with the graphics and manufacturer logos.
See chapter 19 in the Handbook of Composites for more detailed information
 Courtesy of Truetemper Sports Courtesy of Truetemper Sports |
The second technique is the filament winding process. A (or many) mandrel(s) is (are) coated with release coating and positioned in the filament winding machine. The individual tows are wound, the mandrel is removed and cured in an oven. In this case the expansion of the mandrel provides the compaction to the fiber/resin compact on the mandrel, obviating the need for shrink tape. The cosmetics are supplied as with the previous method. More information is available in chapter 11 in my book, "Filament Winding, Composite Structure Fabrication" |
| Visual Guide Page | Resume | Consultation | Home Page | Tutorial.html | History and Client |
| What's New | Subscriber Info | Frequently Asked Questions | Marketing and Proposals | Expert Witness | Editing |
| Free Downloads |
How do you make composites?
Composite Fabrication Techniques
There are several accepted methods that are used for making composites, the factors common to all follow:
The goals of the composite manufacturing process are to:
o Achieve a consistent product by controlling
· fiber thickness.
· fiber volume.
· fiber directions.
o Minimize voids.
o Reduce internal residual stresses.
o Process in the least costly manner.
The procedures to reach these goals involve iterative processes to select the three key components:
o Composite material and its configuration
o Tooling
o Process
Once material selection has been completed, the first step leading to the acceptable composite structure is the selection of tooling, which is intimately tied to process and material. For all curing techniques the tool must be:
o Strong and stiff enough to resist the pressure exerted during cure.
o Dimensionally stable through repeated heating and cooling cycles.
o Light enough to respond reasonably quickly to the changes in cure cycle temperature and to be moved in the shop.
o Leakproof so that the vacuum and pressure cycles are consistent
The tool face is commonly the surface imparted to the outer surface of the composite and must be smooth, particularly for aerodynamic surfaces. The other surface frequently may be of lower finish quality and is imparted by the disposable or reusable vacuum bag. This surface can be improved by the use of a supplemental metal tool known as a caul plate. (Press curing, resin transfer molding, injection molding, and pultrusion require a fully closed or two sided mold).. The next figure shows the basic components of the tooling for vacuum bag or autoclave processed components.
Tooling and the configuration of the reinforcement have a great influence on the curing process selected and vice-versa. The probable reinforcement configuration that facilitates the completion of the finished composite is shown on
The choice between unidirectional tape and woven fabric has been frequently made on the basis of the greater strength and modulus attainable with the tape particularly in applications which compression strength is important.
The first step in most processes is to layup the fiber and resin prepreg or the wet impregnated fiber into the probable final configuration
Layup Technique
Layup techniques along with composite cure control have received the greatest attention for processing. In efforts to reduce labor costs of composite fabrication, to which layup has been traditionally been the largest contributor, mechanically assisted, controlled tape laying and automated integrated manufacturing systems have been developed. In addition to any cost savings by the use of automated technique for long production runs there are two key quality assurance factors which validate the automated techniques. They are: greatly reduced chance that release paper or film could be retained, which would destroy shear and compressive strength if undetected, and reduced probability of the addition or loss of an angle ply which would cause warping due to the laminate's lack of symmetry and balance.
The goals in the curing-compacting process are the same for all techniques. Namely,
· Composite with no or minimal voids and porosity
This is to assure the preservation of matrix dominated properties and matrix -influenced properties such as compression
· Full cure of the composite
This results in the most environmentally stable composite as well as maximizing matrix-dominated properties
· Reproducible, consistent fiber volumes
This assures consistent composite mechanical response
When these goals are not or are partially achieved there are production slowdowns, there is excessive rework and repair and there is extensive Non-Destructive Technique testing, in addition to the production of expensive scrap composite. There have obviously been many studies to determine the critical parameters in the process and for autoclave curing of thin, composite aircraft components. There are now recommendations dealing with prepreg properties such as tack and drape, layup environment, (moisture) laminate thickness, ply orientation and drop-offs, drop-offs, and bleeder amount and placement.
All curing techniques use heat and pressure to cause the matrix to flow and wet out all the fibers before the matrix solidifies. Generally, the percent matrix weight is higher before cure initiation; the matrix flows out of the laminate and takes the excess resin with the potential voids. The matrix exhibits a low-viscosity phase during the cure and then advances in viscosity rapidly after a gel period at an intermediate temperature. Because of the many changes going on in the matrix, determining the actual point where cure occurs is very difficult and cure techniques (by almost all methods) have evolved into a stepped cure with gradual application of heat to avoid formation of voids. An arbitrary 1% void limit has been adopted for most autoclaved composites; filament wound and pultruded composites will have higher void volumes depending upon the application.
|
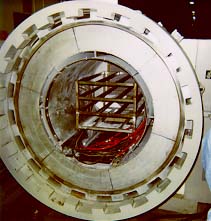
Small, electrically heated Autoclave |
An autoclave is essentially a closed, pressurized oven; the most common epoxy laminates are cured at an upper temperature of 177°C (350°F) and 6 MPa (100) psig.. Autoclaves are still the primary tool in advanced composite processing and have been built up to 16m (55 feet) long at 6.1m (20 feet) diameter. Since autoclaves are expensive to build and operate, many other methods of curing, compacting composites have been developed. The two newest and most attractive methods are fiber placement and resin transfer molding. |
Each resin fiber combination has one or more optimum cure techniques, depending on the proposed environment. The prepreg manufacturer supplies a time temperature cycle that may have been used to manufacture the test specimens which were used to generate preliminary mechanical and physical properties. Frequently it has been necessary to modify the preliminary cure cycle because of part configuration (thickness) or because of production economics. There are several developments which help to inject science into the otherwise hit-or-miss and time consuming procedure of cure cycle optimization.